


Fluid Flow Reinvented: Why Motorized Barrel Pumps Are Taking Over Industrial Handling

Introduction
When it comes to handling liquids in industrial environments, efficiency and precision are everything. This is where a Motorized Barrel Pump becomes a game changer. Designed to simplify fluid transfer from drums and barrels, it reduces manual effort while improving safety and consistency.
Industries today are shifting toward automation and smarter equipment. As a result, motorized solutions are replacing traditional manual pumps. From chemicals to oils and food-grade liquids, these pumps offer reliable performance across diverse applications.
What is a Motorized Barrel Pump
A motorized barrel pump is an electrically driven device used to transfer liquids from barrels, drums, or containers. Unlike manual pumps, it uses a motor to create consistent flow, reducing human effort and increasing efficiency.
These pumps are commonly used in industries that require frequent fluid handling. Because of their design, they allow smooth and controlled transfer, even for viscous or hazardous liquids. This makes them an essential tool in modern operations.
Why Industries Prefer Motorized Solutions
Manual pumping methods often lead to inconsistent output and operator fatigue. In contrast, motorized pumps deliver steady flow rates, making them ideal for high-demand environments.
Moreover, they significantly reduce the risk of spills and contamination. With precise control and better handling, businesses can maintain product quality while ensuring workplace safety. This shift toward automation is driven by both efficiency and compliance needs.
Key Features That Make Them Stand Out
Motorized barrel pumps come equipped with powerful motors that ensure continuous and reliable operation. Many models also feature adjustable flow rates, allowing users to control output based on specific requirements.
Additionally, these pumps are designed with durable materials that resist corrosion and wear. This ensures long-term performance, even when handling aggressive chemicals or heavy liquids. Their ergonomic design also makes them easy to install and operate.
Applications Across Different Industries
One of the biggest advantages of motorized barrel pumps is their versatility. They are widely used in chemical processing, pharmaceuticals, food and beverage, and oil industries.
In the chemical sector, they help safely transfer corrosive liquids. In food processing, they ensure hygienic handling of edible fluids. This adaptability makes them a valuable asset in almost every industry that deals with liquid transfer.
Efficiency and Productivity Benefits
Using a motorized barrel pump significantly improves productivity. Since the pump operates continuously without manual effort, tasks are completed faster and more efficiently.
Furthermore, employees can focus on more critical tasks instead of manual pumping. This not only boosts overall productivity but also reduces operational costs in the long run. Time saved translates directly into increased output.
Safety Advantages You Should Not Ignore
Safety is a major concern when handling liquids, especially hazardous ones. Motorized pumps minimize direct contact with fluids, reducing the risk of exposure.
They also prevent spillage and overflows by offering controlled dispensing. As a result, workplaces become safer, cleaner, and more compliant with industry regulations. This makes them a preferred choice for safety-conscious businesses.
Choosing the Right Pump for Your Needs
Selecting the right motorized barrel pump depends on several factors. These include the type of liquid, viscosity, temperature, and required flow rate.
It is important to consider material compatibility as well. For example, stainless steel pumps are ideal for corrosive or food-grade liquids, while plastic variants work well for less aggressive fluids. Making the right choice ensures optimal performance and longevity.
Maintenance Tips for Long-Term Performance
Regular maintenance is key to keeping your pump running efficiently. Cleaning the pump after each use prevents residue buildup and contamination.
Additionally, periodic inspection of motor components and seals helps identify potential issues early. By following proper maintenance practices, you can extend the life of your equipment and avoid costly repairs.
Future Trends in Barrel Pump Technology
As industries continue to evolve, motorized barrel pumps are becoming more advanced. New models now include smart controls, energy-efficient motors, and enhanced safety features.
Automation and IoT integration are also shaping the future of fluid handling. These innovations allow real-time monitoring and better control, making operations more efficient and data-driven.
Why Hacop Pumps is a Trusted Choice
Hacop Pumps has built a strong reputation for delivering reliable and high-performance pumping solutions. Their products are designed to meet the evolving needs of modern industries.
With a focus on quality, durability, and innovation, they provide solutions that enhance efficiency while ensuring safety. Businesses looking for dependable equipment often turn to Hacop Pumps for their expertise and proven track record.
Conclusion
Motorized barrel pumps are transforming the way industries handle liquids. They offer efficiency, safety, and reliability that manual methods simply cannot match. As businesses continue to prioritize automation, these pumps are becoming an essential part of industrial operations.
Investing in the right equipment not only improves productivity but also ensures long-term cost savings. If you are looking to upgrade your fluid handling system, choosing a trusted Motorized Barrel Pump solution can make a significant difference. For reliable solutions from a trusted Barrel Pump Manufacturer in India, Hacop Pumps stands out as a dependable partner.
FAQs
What is a motorized barrel pump used for
It is used to transfer liquids from drums or barrels efficiently and safely in industrial environments.
Can motorized barrel pumps handle viscous liquids
Yes, many models are designed to handle high-viscosity fluids like oils, syrups, and chemicals.
Are these pumps safe for hazardous liquids
Yes, they reduce direct contact and provide controlled flow, making them suitable for hazardous fluids.
How do I choose the right motorized barrel pump
Consider factors like liquid type, viscosity, material compatibility, and required flow rate.
Do motorized barrel pumps require regular maintenance
Yes, routine cleaning and inspection are important to ensure long-term performance and efficiency.
Categorieën
Read More
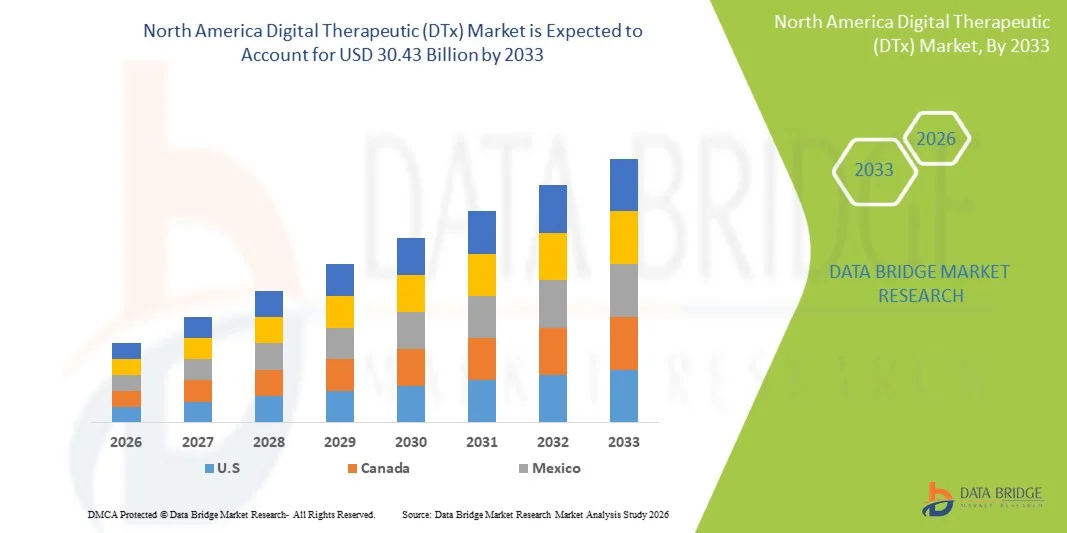
"Global Demand Outlook for Executive Summary North America Digital Therapeutic (DTx) Market Market Size and Share The North America Digital Therapeutic (DTx) market size was valued at USD 5.66 billion in 2025 and is expected to reach USD 30.43 billion by 2033, at a CAGR of 23.4% during the forecast period Global North America Digital Therapeutic (DTx)...
The modern woman is constantly expected to perform at an elite level, balancing high-stakes professional roles, demanding family schedules, and personal growth goals. However, a silent epidemic of cellular exhaustion is quietly derailing millions of ambitious women who mistakenly blame themselves for their fading energy and changing bodies. You might wake up feeling completely drained despite...

"Europe Electrosurgery Market Summary According to the latest report published by Data Bridge Market Research, the Europe Electrosurgery Market The Europe Electrosurgery market size was valued at USD 4.58 billion in 2024 and is expected to reach USD 6.42 billion by 2032, at a CAGR of 4.3% during the forecast period This Europe Electrosurgery Market...
"According to the latest report published by Data Bridge Market Research, the Central Precocious Puberty (CPP) Treatment Market Global central precocious puberty (CPP) treatment market size was valued at USD 1.84 billion in 2024 and is projected to reach USD 3.31 billion by 2032, with a CAGR of 7.60% during the forecast period of 2025 to 2032. The world-class Central Precocious...
"Keyword Market Summary: According to the latest report published by Data Bridge Market Research, the Goat Cheese Market The global goat cheese market size was valued at USD 11.32 billion in 2024 and is expected to reach USD 17.11 billion by 2032, at a CAGR of 5.30% during the forecast period This Goat Cheese Market document encompasses several market...
