


Ball Valve Factory for Modern Pipeline Applications

Industrial production depends on reliable flow control systems that support safe operation, efficient resource management, and stable process performance. Whether serving oil and gas transportation, petrochemical processing, water treatment, power generation, or manufacturing facilities, selecting a professional Ball Valve Factory is an important step toward building dependable pipeline infrastructure. High-quality valve solutions not only improve production efficiency but also contribute to long-term operational reliability across a wide range of industrial environments.
The foundation of every dependable valve begins with material selection. Modern manufacturers carefully choose premium steel materials, corrosion-resistant alloys, and advanced sealing components to ensure structural strength and long service life. These materials provide excellent resistance to corrosion, mechanical stress, and demanding operating environments, allowing valves to maintain consistent performance throughout continuous industrial operation.
Manufacturing precision is equally important in producing reliable valve systems. Advanced machining equipment and rigorous production management enable accurate component assembly and dimensional consistency. Every manufacturing stage is designed to improve product reliability while ensuring stable valve operation under different industrial conditions. Continuous quality improvement also helps manufacturers deliver products that meet the expectations of customers across global markets.
The operating principle of a ball valve offers several practical advantages for industrial applications. Quarter-turn operation enables quick opening and closing while providing efficient shut-off capability and low operating resistance. Smooth internal flow paths help reduce pressure loss and improve overall process efficiency. These characteristics make ball valves suitable for applications requiring dependable isolation and accurate flow management.
Reliable sealing performance remains one of the most important requirements for industrial valve systems. Modern sealing technologies are developed to minimize leakage risks while supporting long-term operational stability. Effective sealing protects valuable process media, improves system efficiency, and contributes to safer working environments. Stable sealing performance also reduces maintenance frequency and supports uninterrupted production schedules.
Durability continues to influence purchasing decisions throughout industrial sectors. Pipeline systems often operate under demanding conditions involving corrosion, temperature fluctuations, vibration, and repeated operating cycles. High-quality manufacturing processes improve resistance to fatigue, wear, and environmental influences, allowing valve systems to maintain dependable performance throughout extended service life.
Maintenance efficiency has become another key consideration for industrial operators. Well-designed valve structures simplify routine inspection and servicing, helping maintenance personnel complete their work more efficiently. Reduced maintenance complexity supports continuous production while lowering operating costs and improving equipment availability. Accessible designs also contribute to better lifecycle management across large industrial installations.
Industrial applications for ball valves continue to expand. Oil and gas facilities rely on dependable shut-off capability to protect critical infrastructure and maintain operational safety. Petrochemical plants require accurate flow control to support process stability. Water treatment systems depend on reliable valve performance to maintain consistent distribution, while manufacturing operations benefit from efficient flow management that supports product quality and production efficiency.
Digital transformation is also influencing modern valve technology. Intelligent monitoring systems, automated actuators, and remote control capabilities allow operators to monitor equipment conditions more effectively. Predictive maintenance strategies supported by digital technologies help reduce unexpected downtime while improving asset management and operational planning.
Environmental sustainability has become an important objective across industrial sectors. Efficient valve systems help reduce emissions, minimize product loss, and improve energy utilization. Reliable sealing technologies contribute to environmental protection while supporting responsible resource management throughout industrial operations.
Many industrial projects require customized engineering solutions to address unique operating conditions. Flexible manufacturing capabilities enable suppliers to develop specialized valve configurations that improve compatibility with existing systems while maximizing operational performance. Tailored engineering solutions allow facilities to optimize efficiency across diverse applications without compromising reliability.
Safety remains one of the highest priorities for industrial organizations. Dependable flow control systems help protect personnel, equipment, and surrounding infrastructure while maintaining stable process conditions. Strict manufacturing standards, comprehensive quality inspection, and continuous engineering improvements all contribute to safer industrial environments and more reliable production operations.
Organizations looking for dependable flow control solutions frequently cooperate with a professional Ball Valve Factory, while Zhejiang Naishi Valve Co., Ltd. continues to provide industrial valve technologies and comprehensive product support through https://www.ncevalve.com/product/ to help customers address a wide variety of pipeline and process control requirements.
Catégories
Lire la suite
Food Additives Market Outlook by FMI According to Future Market Insights (FMI), the global food additives market is entering a new phase of transformation as manufacturers prioritize shelf-life optimization, clean-label reformulation, functional performance, and supply chain efficiency. Food additives, including preservatives, stabilizers, emulsifiers, flavors, colors, sweeteners, and...

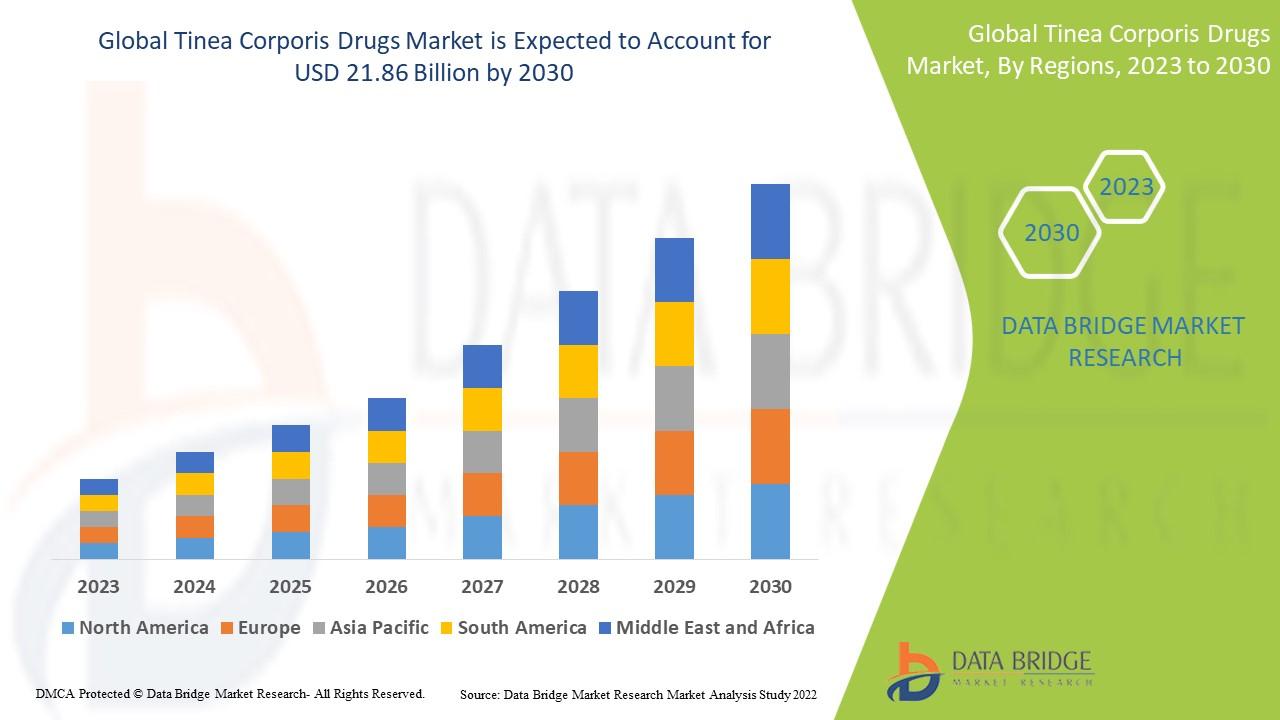
"Executive Summary Tinea Corporis Drugs Market Size and Share Forecast Data Bridge Market Research analyses a growth rate in the tinea corporis drugs market in the forecast period 2023-2030. The expected CAGR of tinea corporis drugs market is tend to be around 3.50% in the mentioned forecast period. Tinea Corporis Drugs Market business report is a well-generated market...
MarkNtel Advisors, a leading market research and consulting firm, has announced the release of its latest study titled Video Conferencing Research Report: Forecast (2025–2030). This report provides a detailed assessment of the Video Conferencing, covering its evolving dynamics, emerging trends, key growth drivers, major challenges, and competitive landscape. Designed to guide investors,...

Late December, the Court of Justice of the European Union ruled that blanket, general retention of communications data is incompatible with EU law. The court found the 2006 Data Retention Directive breaches fundamental rights, specifically the right to respect for private life and the protection of personal data. As a result, governments and private companies can no longer carry out...

A semiconductor fab is usually described through lithography scanners, etchers, deposition chambers, metrology tools, and cleanrooms. But every 300 mm wafer also moves through an invisible chemical city. A single advanced fab can run 40,000 to 100,000 wafer starts per month, and each wafer may pass through 500 to 1,500 process steps before it becomes a logic, memory, power, sensor, or compound...