


Die Cast vs Injection Molding: Which Process Is Right for Your Part?
Die Cast vs Injection Molding: Understanding the Fundamental Difference
The debate of die cast vs injection molding is one of the most common discussions in manufacturing engineering, yet the two processes are frequently confused. Die casting is a metal casting process that forces molten metal (typically aluminum, zinc, magnesium, or copper alloys) into a steel mold (die) under high pressure. Injection molding, by contrast, is a polymer processing method that injects molten thermoplastic or thermoset material into a precision-machined mold cavity. When evaluating die cast vs injection molding for a specific application, the primary decision drivers are operating temperature, mechanical load, material cost, production volume, and end-use environment. Both processes offer high repeatability, excellent surface finish, and suitability for high-volume production — but they serve fundamentally different material families and performance requirements. Understanding the strengths and limitations of each is essential for making the optimal manufacturing choice.
Material Options: Metals vs Polymers
The most fundamental distinction in the die cast vs injection molding comparison is the material family. Die casting processes aluminum alloys (A380, A383, A360), zinc alloys (Zamak 3, Zamak 5, ZA-8), magnesium alloys (AZ91D, AM60), and occasionally copper-based alloys. These metals deliver high strength-to-weight ratios, excellent thermal and electrical conductivity, and superior temperature resistance (continuous service up to 300°C–400°C depending on alloy). Injection molding, conversely, processes hundreds of thermoplastic and thermoset formulations — including ABS, polycarbonate, nylon, POM, PEEK, and LCP — offering tremendous design flexibility, electrical insulation, corrosion resistance, and low-density lightweighting. When the application requires metal-level strength, heat resistance, or EMI shielding, die casting wins. When the application benefits from chemical resistance, electrical insulation, optical transparency, or complex color options, injection molding is the superior choice.
Process Comparison: Die Casting Process vs Injection Molding Process
From a process engineering perspective, die cast vs injection molding share the same fundamental cycle: clamp mold → inject molten material → cool/solidify → open mold → eject part. However, the equipment, process parameters, and tooling requirements differ significantly. Die casting machines use cold-chamber (for aluminum and magnesium) or hot-chamber (for zinc) designs, with injection pressures ranging from 1,000 to 20,000+ psi and shot speeds exceeding 10 m/s. Injection molding machines use reciprocating screw systems to plasticate and inject polymer melts at pressures of 5,000 to 30,000+ psi, with precise control over injection speed, pack pressure, and cooling time. Tooling for die casting is more expensive (typically $10,000 to $100,000+) due to the need for hardened tool steels (H13, SKD61) that withstand molten metal erosion and thermal cycling. Injection molding tooling costs range from $3,000 to $80,000+ but offer faster lead times and lower minimum order quantities for many applications.
Cost Analysis: Die Cast vs Injection Molding
Cost comparison is a central consideration in any die cast vs injection molding evaluation. Die casting tooling costs are typically 2× to 5× higher than injection molding tooling for comparable part sizes, primarily due to the need for hardened, high-thermal-conductivity tool steels and more complex cooling system designs. However, the raw material cost per pound for metals is generally higher than for commodity thermoplastics (aluminum ~$1–2/lb vs. ABS ~$0.80–1.20/lb), while engineering thermoplastics (PEEK, LCP) can exceed metal material costs. For high-volume production (50,000+ units/year), injection molding typically delivers lower per-part costs due to faster cycle times (10–60 seconds vs. 30–120 seconds for die casting) and lower material density (plastics are 1/3 to 1/7 the density of metals, reducing material cost per part). For low-volume production (under 5,000 units), die casting becomes cost-prohibitive due to high tooling amortization, making injection molding the preferred choice for prototyping and low-volume manufacturing.
Design Flexibility and Part Complexity
When comparing design flexibility in die cast vs injection molding, both processes offer significant capabilities — but with different strengths. Injection molding excels at producing complex geometries with undercuts, snap-fits, living hinges, and thin walls (as thin as 0.5 mm / 0.020 inches) that would be impossible or cost-prohibitive in die casting. Overmolding and two-shot molding enable multi-material assemblies in a single operation, a capability unique to injection molding. Die casting, however, produces parts with superior surface finish for subsequent painting, powder coating, or plating, and can achieve tighter dimensional tolerances on metal components (±0.1 mm vs. ±0.05–0.1 mm for plastics, depending on wall thickness and part geometry). Die casting also produces parts with higher stiffness and better creep resistance at elevated temperatures. For applications requiring both metal and plastic properties, hybrid designs — such as die-cast metal structural frames overmolded with plastic cosmetic or functional features — represent an increasingly popular solution that leverages the best of both processes.
Quality and Surface Finish Considerations
Surface finish and post-processing requirements are important factors in the die cast vs injection molding decision. Die cast parts typically exhibit excellent as-cast surface finish (50–125 μin Ra) suitable for painting, powder coating, or plating with minimal surface preparation. However, die cast parts may have surface porosity that becomes visible after anodizing or chemical film application, requiringimpregnation or cosmetic redesign in some applications. Injection molding produces parts with molded-in surface textures, gloss levels, and color — eliminating the need for post-mold coating in many applications. For optical or cosmetic applications, injection molding delivers superior surface finish consistency and eliminates the porosity concerns associated with die cast metals. When extreme surface quality or tight dimensional tolerances are required, secondary machining operations can be applied to both die cast and injection molded parts, though the cost adder is typically lower for plastic parts due to easier machinability.
Environmental and Sustainability Factors
Sustainability considerations are increasingly influencing the die cast vs injection molding decision. Both aluminum die casting and injection molding support high recycled content: aluminum die castings typically contain 30% to 70% recycled content, while many injection molding grades (particularly PP, PET, and ABS) are available with 20% to 100% post-consumer recycled content. Energy consumption per part is generally lower for injection molding due to shorter cycle times and lower processing temperatures (150°C–350°C for plastics vs. 600°C–700°C for aluminum die casting). However, die cast metal parts offer superior end-of-life recyclability, as aluminum and zinc alloys are infinitely recyclable without property degradation. Bio-based and compostable polymer options are emerging in injection molding for single-use and sustainability-focused applications, though these materials currently represent a small fraction of total injection molding volume. A comprehensive life-cycle assessment (LCA) is recommended to determine the optimal process from a total environmental impact perspective for your specific application.
How to Decide: Die Cast vs Injection Molding Decision Framework
To make the optimal choice in the die cast vs injection molding decision, evaluate your application across five dimensions: (1) Operating temperature: above 150°C → die casting; below 150°C → injection molding can likely meet requirements. (2) Mechanical load: high structural load, impact, or creep resistance required → die casting; moderate load with fatigue/impact resistance needed → injection molding with glass-filled polymers may suffice. (3) Production volume: under 10,000 units/year → injection molding; above 50,000 units/year → both processes viable, cost analysis required. (4) Surface finish/cosmetic requirements: class-A painted surface needed → die casting; molded-in color/texture acceptable → injection molding. (5) Budget and time-to-market: lower tooling budget and faster prototype iteration needed → injection molding. A structured decision matrix weighted by these factors will reliably guide you to the optimal manufacturing process for your specific application.
Conclusion
The die cast vs injection molding decision is not about which process is universally superior — it is about which process best matches your part's performance requirements, production volume, cost targets, and time-to-market constraints. Die casting delivers unmatched strength, heat resistance, and surface finish for metal applications. Injection molding offers superior design flexibility, faster cycle times, lower material cost per part, and broader material selection for polymer applications. By systematically evaluating your application against the decision framework outlined in this guide, you can confidently select the process that will deliver the best combination of performance, quality, and cost for your product.
About SHINY Mold & Manufacturing
Dongguan SHINY Mold (SHINY), founded in 2003 and headquartered in Chang'an, Dongguan, specializes in the R&D and manufacturing of high-precision plastic molds and aluminum alloy die-casting molds. We provide end-to-end solutions from design to assembly. With over 20 years of technical expertise, a database of 5,000+ proven molds, ±0.01mm machining accuracy, and automated production systems, we deliver stable, efficient, and reliable mold and product manufacturing services for both injection molding and die casting applications.
Why Choose SHINY?
Precision Engineering: Critical machining tolerances within ±0.01mm, supported by high-precision machining and inspection equipment.
Deep Expertise: A database of 5,000+ mature mold designs spanning automotive, new energy, robotics, medical devices, home appliances, UAVs, power tools, and lighting.
Smart Manufacturing: Equipped with 24/7 unmanned robotic palletizing systems, flexible automated production cells, and over 100 injection molding machines (80T–1800T).
Certified Quality: Certified to ISO 9001, ISO 14001, ISO 13485, and IATF 16949 standards.
Global Delivery: Annual delivery of 2,000+ sets of molds to customers in the U.S., Europe, and beyond.
Integrated One-Stop Manufacturing: End-to-end services: product design → prototype making → mold development → injection/die-casting molding → product assembly, including special processes like two-shot molding and gas-assisted injection.
We are committed to being your trusted partner in molds and manufactured products. For project inquiries or technical support, please feel free to contact us.
Категории
Больше
Tack Media nature of the fast-paced environment in the healthcare sector requires effective marketing to reach out to its audiences that include providers, pharmaceutical marketing, and health tech innovators. Tack Media is one of the leading healthcare marketing agencies that specialize in providing innovative, data-driven and compliant healthcare marketing solutions to bring...

The global roofing market is undergoing a significant transformation, shaped by climate resilience, material innovation, and evolving architectural demands. As urbanization accelerates and sustainability becomes a cornerstone of construction, roofing solutions are being reimagined to meet the needs of modern infrastructure. This report offers a comprehensive analysis of the Roofing Market...
Dandy Worldwide: A Rising Force in Modern Streetwear Dandy Worldwide has emerged as a bold and expressive name in the evolving world of contemporary streetwear. Built on the principles of individuality, creativity, and global inspiration, the brand represents more than just clothing—it embodies a lifestyle. As street fashion continues to influence mainstream culture, Dandy Worldwide...

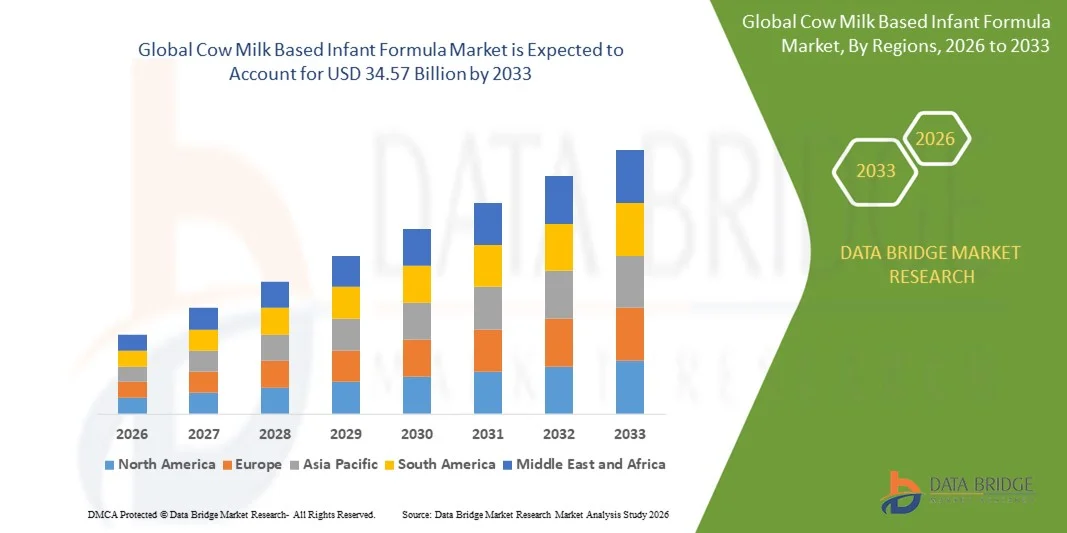
According to the latest report published by Data Bridge Market Research, the Cow Milk Based Infant Formula Market The global cow milk based infant formula market size was valued at USD 16.60 billion in 2025 and is expected to reach USD 34.57 billion by 2033, at a CAGR of 9.60% during the forecast period The Cow Milk Based Infant Formula...
Prepare confidently with CertsLand’s updated XDR-Analyst exam pdf. Access expert-crafted, exam-focused XDR-Analyst PDF exam designed to help you succeed in your Palo Alto Networks XDR-Analyst certification exam on the first attempt. XDR-Analyst Exam PDF Dumps to Achieve Excellent Results on Your First Attempt CertsLand offers highly reliable and well-organized Palo Alto Networks...
