


who gmp certification
WHO GMP Certification
In pharmaceutical and healthcare manufacturing, product safety and quality are non-negotiable. Medicines, medical products, and related formulations must be produced under tightly controlled conditions to protect patient health and meet regulatory expectations. This is where WHO GMP certification plays a critical role. It validates that a manufacturer follows Good Manufacturing Practices defined by the World Health Organization, ensuring consistent production quality and process control.
For companies that manufacture drugs, nutraceuticals, active pharmaceutical ingredients, and healthcare products, WHO GMP certification is often a gateway to market approval, export eligibility, and buyer confidence. It signals that manufacturing operations meet internationally recognized hygiene, safety, and quality benchmarks.
What WHO GMP Certification Means
WHO GMP certification confirms that a manufacturing facility complies with Good Manufacturing Practice guidelines issued by the World Health Organization. These guidelines focus on production controls, sanitation, documentation, quality testing, and traceability.
Unlike product testing alone, WHO GMP certification evaluates the entire manufacturing system. It looks at facilities, equipment, personnel practices, raw material handling, batch controls, and recordkeeping. The goal is to ensure that products are consistently produced and controlled according to quality standards.
This system-based approach reduces contamination risk, mix-ups, and process deviations.
Why WHO GMP Certification Is Essential for Pharma Manufacturers
Regulators and global buyers rely on WHO GMP certification because it demonstrates that quality is built into the manufacturing process — not just tested at the end. Without GMP controls, even well-designed products can become unsafe due to process failures.
Pharmaceutical buyers, government procurement agencies, and international importers frequently require WHO GMP certification before approving suppliers. It acts as a baseline trust indicator in global pharma trade.
Key drivers behind adoption include:
-
Patient safety assurance
-
Export market access
-
Regulatory acceptance support
-
Government tender eligibility
-
Reduced contamination risk
-
Stronger batch traceability
These drivers make WHO GMP certification strategically important.
Scope of Controls Under WHO GMP Certification
The WHO GMP certification framework is comprehensive. It defines operational controls across the full manufacturing lifecycle — from raw material receipt to finished product release.
Major control areas include facility hygiene, environmental controls, equipment calibration, process validation, quality testing, and documentation discipline. Personnel training and hygiene practices are also heavily emphasized.
Batch manufacturing records must be complete and traceable. Deviations must be investigated and corrected through formal procedures.
Facility Requirements in WHO GMP Certification
Infrastructure plays a major role in WHO GMP certification approval. Facilities must be designed to prevent cross-contamination and mix-ups. Controlled production zones, proper airflow, and cleanable surfaces are required.
Material and personnel flow must be logically separated. Storage areas must maintain proper environmental conditions. Equipment must be qualified and maintained under documented schedules.
Inspectors evaluating WHO GMP certification readiness often focus heavily on facility layout and hygiene controls.
Documentation and Record Control in WHO GMP Certification
Documentation is one of the strongest pillars of WHO GMP certification. If an activity is not documented, it is treated as not performed. Written procedures must define every critical process step.
Required documents typically include standard operating procedures, batch records, test reports, cleaning logs, calibration records, and deviation reports. Version control is essential to prevent outdated instructions.
Good documentation practices ensure traceability, accountability, and audit readiness across all production activities.
Quality Control Systems in WHO GMP Certification
A strong quality control function is mandatory for WHO GMP certification. Independent quality units must review materials, monitor testing, approve batches, and manage deviations. Production teams cannot self-approve product release.
Laboratory testing must follow validated methods. Instruments must be calibrated. Stability programs must support shelf-life claims. Out-of-specification results must trigger formal investigations.
Quality oversight separates controlled manufacturers from uncontrolled producers.
Audit and Inspection Process for WHO GMP Certification
The audit process for WHO GMP certification involves detailed on-site inspection by qualified auditors or regulatory inspectors. They review facilities, documents, records, training files, and production activities.
Inspectors observe shop-floor practices and interview staff. They check whether written procedures match actual operations. Sampling of batch records and test reports is common.
Nonconformities must be corrected through documented corrective actions before WHO GMP certification approval is granted.
Common Gaps Found in WHO GMP Certification Audits
Many companies pursuing WHO GMP certification underestimate operational discipline requirements. Common findings include incomplete batch records, weak cleaning validation, and poor deviation investigations.
Training gaps are also frequent. Staff may not fully understand procedures they are expected to follow. Another common issue is uncontrolled document revisions, which creates confusion on the production floor.
Frequent audit findings include:
-
Incomplete production records
-
Weak change control practices
-
Poor equipment calibration tracking
-
Inadequate cleaning validation
-
Missing deviation root cause analysis
-
Insufficient training documentation
Addressing these early improves audit success.
Business Benefits of WHO GMP Certification
Beyond compliance, WHO GMP certification improves operational reliability and brand trust. Structured controls reduce product recalls and quality failures. Process discipline lowers waste and rework.
Certified facilities gain easier access to regulated markets. Buyer audits become smoother because systems are already structured. Insurance and risk profiles may also improve.
Operational advantages typically include:
-
Stronger process consistency
-
Reduced contamination risk
-
Better recall readiness
-
Higher buyer confidence
-
Improved regulatory acceptance
-
More disciplined production control
These benefits extend beyond inspection success.
Maintaining WHO GMP Certification
After approval, WHO GMP certification must be maintained through continuous compliance. Internal audits should verify adherence regularly. Deviations must be investigated thoroughly. CAPA systems must remain active.
Training must be ongoing. Equipment must stay calibrated. Facility hygiene must be consistently maintained. Documentation must remain current and controlled.
Ongoing discipline — not one-time preparation — sustains certification status.
Global Trade Value of WHO GMP Certification
International pharmaceutical trade depends heavily on manufacturing credibility. WHO GMP certification provides globally recognized assurance that production systems meet strict safety and quality expectations. Many importing countries rely on GMP status when approving suppliers.
For manufacturers seeking export growth and regulatory trust, WHO GMP certification is not just a compliance badge — it is a market access enabler and reputation builder.
Categorii
Citeste mai mult
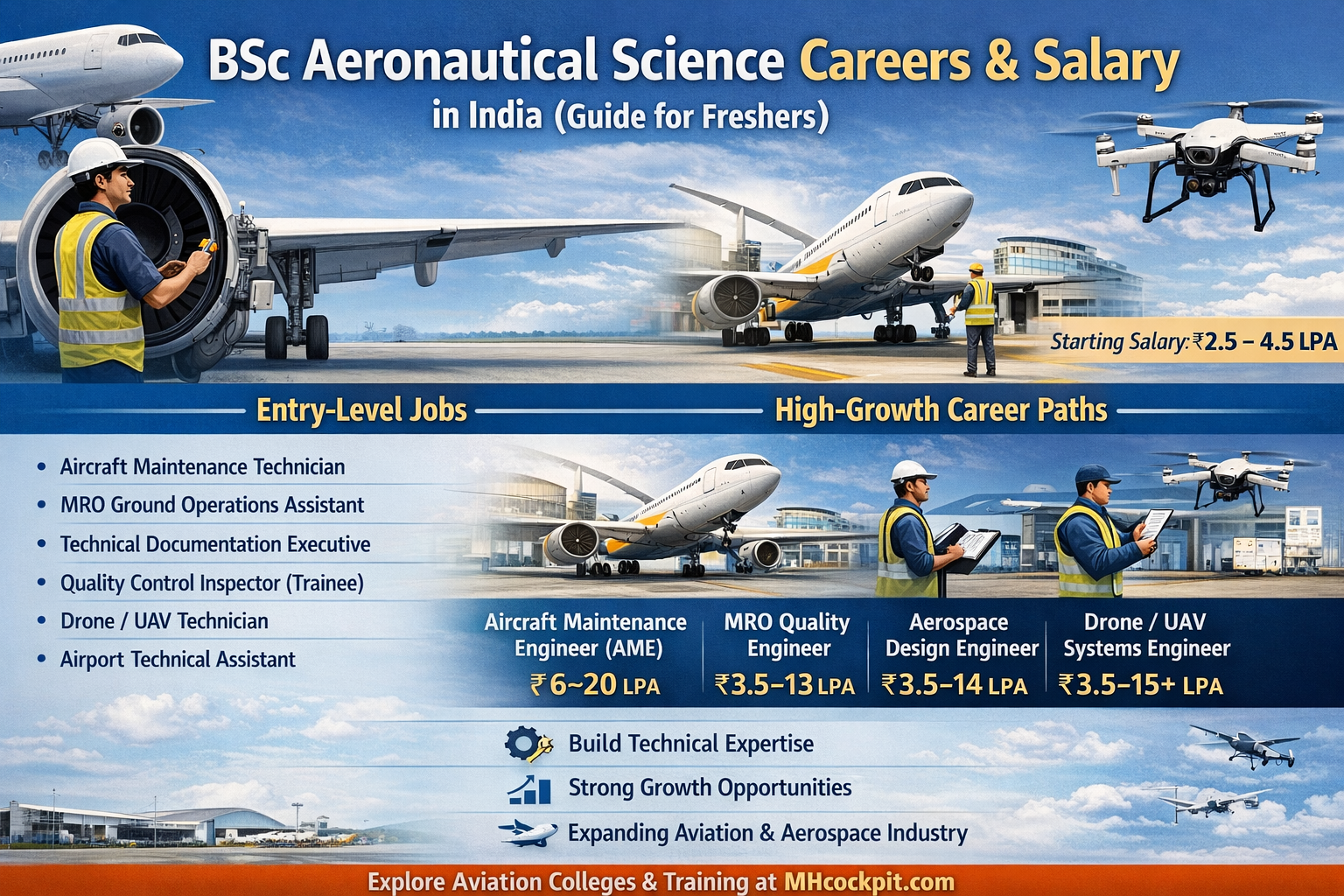
India’s aviation industry is expanding rapidly. Airlines are ordering new aircraft, airports are growing across major cities, and the government is strengthening India’s position as a global Maintenance, Repair and Overhaul (MRO) hub. At the same time, defence aerospace projects and the drone industry are creating new opportunities for technically skilled aviation professionals....
As the Genshin Impact 4.x cycle progresses, a new character is poised to make a significant impact by headlining her first limited-time banner. This Dendro figure, known as the leader of the Curatorium of Secrets, offers more than just thematic lore; her debut promises to introduce innovative team compositions and gameplay strategies that could influence the meta well beyond the Sumeru...

Polaris Market Research has introduced the latest market research report titled Tangential Flow Filtration Market Size, Share, Trends, Industry Analysis Report By Product (Single-use Tangential Flow Filtration Systems, Reusable Tangential Flow Filtration Systems), By Technology, By Application, By End Use, By Region – Market Forecast, 2025–2034 that highlights the major...
Polaris Market Research has published a brand-new report titled Europe Chemical Distribution Market Size, Share, Trends, & Industry Analysis Report By Type (Specialty Chemicals, Commodity Chemicals), By End Use, and By Country – Market Forecast, 2025–2034 that includes extensive information and analysis of the industry dynamics. The opportunities and challenges in the...
South Yarra cocktail bars, one of Melbourne’s most vibrant and stylish neighborhoods, is renowned for its cocktail bars that offer a perfect blend of creativity, ambiance, and flavor. Whether you are a local or a visitor, exploring South Yarra’s cocktail scene is a must for anyone looking to enjoy expertly crafted drinks in unique settings. Innovative Mixology at Its Best The...
