


CNC Tool Setup Mistakes That Reduce Accuracy

Learn the most common CNC tool setup mistakes that reduce machining accuracy and how to prevent them for better precision and consistent output.
CNC Tool Setup Mistakes That Reduce Accuracy in Machining
Accuracy is the foundation of successful machining. Even a small deviation in dimension or finish can lead to rejected parts, wasted material, and lost production time. While machine quality and programming matter, setup errors remain one of the biggest hidden causes of inaccuracy. Many shops invest in advanced machines and premium cutters but still struggle because the cnc tool is not set up correctly. Small setup mistakes often go unnoticed until tolerance problems begin to appear.
Why Setup Accuracy Matters More Than Most People Think
In precision machining, setup is where theory meets reality. Drawings, CAM programs, and tool catalogs assume ideal conditions, but real-world setup determines whether those assumptions hold true. A cnc tool that is perfectly designed for an operation can still produce poor results if it is clamped incorrectly, misaligned, or measured wrong.
Accuracy problems caused by setup are especially dangerous because they are inconsistent. One batch may pass inspection while the next fails, even with the same program. That inconsistency creates confusion and makes troubleshooting harder. Smart manufacturers treat setup as a controlled process rather than a routine step.
Using the Wrong Tool Holder or Collet
One of the most frequent sources of error is improper tool holding. The interface between spindle, holder, and cutter must be rigid and precise. When the holder is worn, low quality, or mismatched, runout increases. Runout causes uneven cutting forces and dimensional variation. Even the best cnc tool cannot compensate for a poor holder connection.
Different operations and the various types of CNC tools require different holding solutions. High-speed milling, for example, benefits from balanced holders, while heavy roughing may need stronger clamping systems. Reusing damaged collets or mixing incompatible systems introduces micron-level errors that show up in the finished part.
Many shops blame the cutter when tolerance drifts, but holder condition is often the real cause.
Incorrect Tool Length and Offset Measurement
Tool length and diameter offsets translate physical reality into machine coordinates. If these values are wrong, every movement based on them will also be wrong. A cnc tool that is measured manually without a presetter or probe is more likely to carry offset errors.
Measurement mistakes often occur when operators rush setup or use inconsistent reference points. Even small differences in how the tool touches off can shift dimensions. Modern presetters and probing cycles reduce this risk by standardizing the measurement process. Digital records also make offsets repeatable across shifts.
Accuracy improves when measurement is treated as a controlled step instead of an estimate.
Excessive Tool Overhang
Tool overhang refers to how far the cutter extends from the holder. Longer reach increases flexibility and vibration. That vibration leads to chatter marks, poor finish, and dimensional variation. A CNC machine tool with unnecessary overhang behaves like a flexible lever instead of a rigid cutter.
Operators sometimes extend tools more than needed for convenience or visibility. While this may simplify setup, it sacrifices accuracy. Using the shortest practical projection improves rigidity and stabilizes cutting forces. This is especially important for small-diameter cutters and finishing operations where tolerance is tight.
Rigidity is one of the strongest predictors of repeatable accuracy.
Poor Spindle and Holder Cleanliness
Contamination between spindle taper and holder is another overlooked mistake. Dust, chips, or oil films prevent full seating. When the holder does not seat perfectly, angular error and runout increase. The cnc tool then cuts slightly off center, even though offsets appear correct in the control.
Cleanliness must be systematic, not occasional. Wiping holders, checking tapers, and using air blast before insertion should be standard practice. Smart factories build cleaning steps into setup procedures rather than leaving them to habit.
A few seconds of cleaning prevents hours of scrap and rework.
Wrong Cutting Parameters at First Run
Setup is not only mechanical; it also includes parameter validation. Starting with aggressive speeds and feeds before confirming stability can damage edges and distort dimensions. A cnc tool that overheats or deflects early in the run may never produce accurate parts afterwards.
First-run parameters should be conservative and increased gradually once stability is confirmed. Many CAM systems suggest starting values, but machine condition and holder rigidity still affect results. Parameter tuning is part of setup accuracy, not just process optimization.
This is where experience and data tracking combine to improve consistency over time.
Ignoring Tool Wear at the Setup Stage
Some operators install a used cutter for setup cuts and then continue production without replacing it. This introduces wear error from the very beginning. A worn CNC tool produces size drift and inconsistent finish, even if everything else is correct.
Setup should begin with a fresh or verified cutter condition, especially for tight tolerance work. Tool life tracking systems help determine whether a cutter is suitable for another run or should be replaced before setup begins.
Shops that use the best CNC tools often pair them with wear tracking to maintain predictable accuracy.
Lack of Supplier and Application Guidance
Another hidden mistake is choosing tooling without application guidance. Different geometries behave differently under load. A reliable CNC tools manufacturer usually provides cutting data and holder recommendations. Ignoring this guidance increases setup risk.
Today, many engineers research CNC tools online to compare geometry, coatings, and recommended parameters before purchase. Others look for CNC tools near me to get local technical support and faster troubleshooting help. Access to correct application data reduces setup trial and error and improves first-pass accuracy.
Tooling should be selected with context, not guesswork.
No Standardized Setup Procedure
Accuracy suffers when every operator follows a different setup style. Without standard procedures, results vary by shift and by person. A cnc tool installed carefully by one operator may be installed loosely by another. This variation creates unpredictable output.
Standard setup procedures, digital checklists, and presetter usage bring consistency. Smart manufacturing environments document setup steps and audit them regularly. Consistency in method leads directly to consistency in results.
Repeatable setup is as important as repeatable programming.
Final Thoughts on Accuracy and Setup Discipline
Most machining accuracy problems are not caused by machine failure or program errors. They come from small setup mistakes that stack together. Holder quality, measurement accuracy, cleanliness, projection length, parameter choice, and wear control all influence how a cnc tool performs in real conditions. Shops that treat setup as a precision process rather than a routine task see major improvements in tolerance control and surface quality. When setup discipline improves, scrap drops and confidence in output rises.
Jaibros is an industrial cutting tool brand known for supplying precision-focused tooling solutions for machining applications. The company emphasizes application-based design, consistent manufacturing quality, and practical technical support that helps workshops achieve better accuracy and process reliability.
FAQs
Q. What is the most common setup mistake that affects accuracy?
Improper tool holding and runout are among the most common causes, often due to worn holders or dirty tapers.
Q. How does tool overhang affect machining accuracy?
More overhang increases vibration and deflection, which leads to size variation and poor surface finish.
Q. Should offsets be measured manually or with a presetter?
Presetters and probes are more reliable because they standardize measurement and reduce human variation.
Q. Does tool wear really affect accuracy that quickly?
Yes, even moderate wear can shift dimensions and finish, especially in tight tolerance jobs.
Q. Where should I get tooling guidance from?
Use data from the CNC tools manufacturer and compare specifications through CNC tools online sources or local technical suppliers for best results.
الأقسام
إقرأ المزيد
IDNGoal Bet is usually a phrase generally made use of by people who attend number-based games like togel. That refers to a info information or desk which records previous final results, which usually people apply to analyze styles and produce predictions. What's Paito Naga303? Paito Naga303 is basically past former selection produces from various trading markets for instance Singapore,...
Receiving a citation on the road can be a stressful experience for any driver in Texas. Many people simply pay the fine, not realizing that doing so is an admission of guilt. This can lead to points on your license and increased insurance premiums for years to come. Getting professional help is the best way to protect your driving record. A legal expert understands the local court systems and...

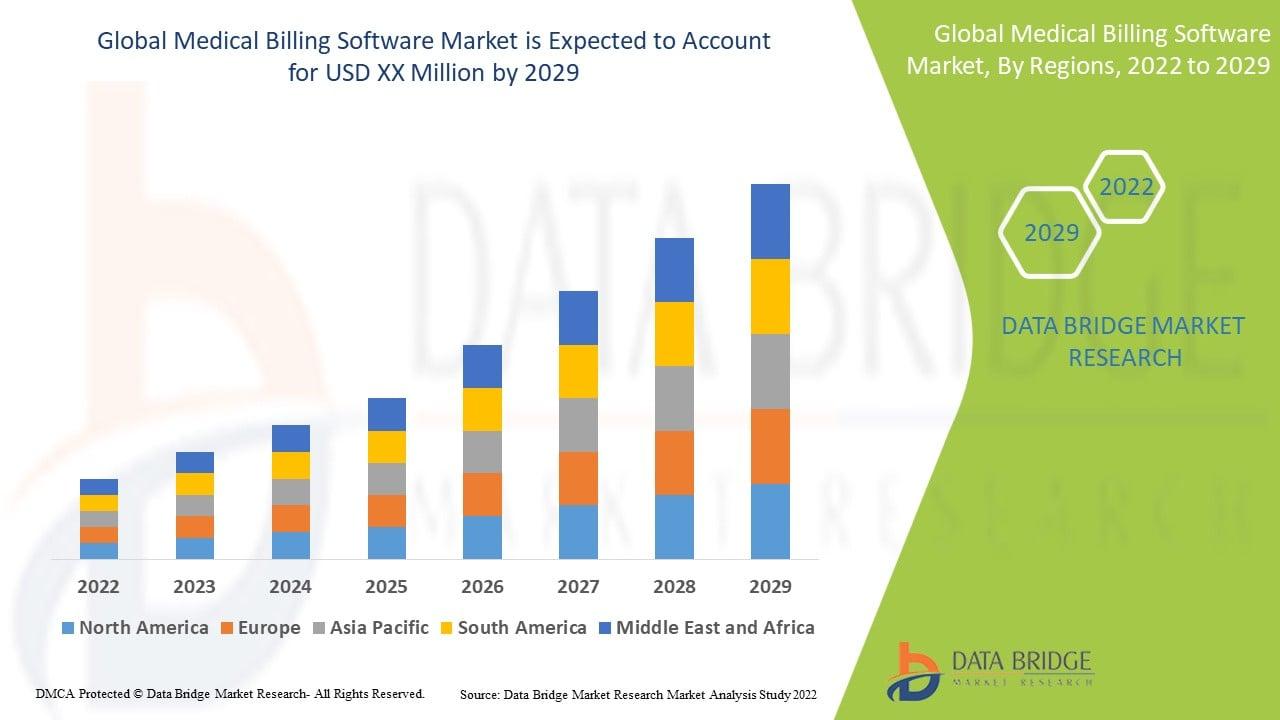
" Medical Billing Software Market Summary: According to the latest report published by Data Bridge Market Research, the Medical Billing Software Market Data Bridge Market Research analyses that the medical billing software market which is expected to undergo a CAGR of 12% during the forecast period 2022 to 2029. The winning Medical Billing Software Market document puts light on...
Searching for a new home or investment property in one of Alberta’s most desirable communities? St Albert offers a perfect blend of comfort, lifestyle, and long-term value. With the trusted expertise of RE/MAX Elite, buyers and sellers gain access to some of the finest Property Listings St Albert has to offer. Why St Albert Is the Perfect Place to Call Home St Albert consistently ranks...

The global Oat-Based Snacks Market is experiencing remarkable growth as consumers increasingly seek healthier, nutritious, and convenient snack options. Driven by rising health awareness, growing demand for plant-based foods, and the popularity of clean-label products, oat-based snacks are becoming a preferred choice among health-conscious consumers worldwide. From oat bars and...