


Industrial Guide to Micro Boring Bar Tool Selection

Read this industrial guide to selecting a micro boring bar tool. Learn how to choose the right tool for CNC and VMC machining, accuracy, and stable boring performance.
How to Select the Right Micro Boring Bar for Industrial CNC Machining
Precision machining has moved far beyond standard hole making. Modern industries such as aerospace, medical, electronics, and die & mold demand extremely accurate small-diameter internal features. This is where the right micro boring bar becomes critical. Selecting the correct tool is not only about size compatibility but also about stability, material, coating, machine type, and application load. A poor selection can lead to chatter, taper issues, surface finish defects, and tool breakage.
This industrial guide explains how to choose the right micro boring bar for production environments, what technical factors matter most, and how CNC users can make better tooling decisions for consistent performance. The focus is on practical selection logic rather than brand-driven choices.
Understanding Small Diameter Internal Machining Needs
Small hole internal machining is fundamentally different from larger boring operations. Tool overhang is usually high compared to diameter, cutting forces are concentrated, and chip evacuation becomes more difficult. In micro boring applications, even a slight vibration can destroy dimensional accuracy. That is why tool geometry, shank rigidity, and insert design must match the exact bore size and depth.
Many operators treat micro boring like scaled-down standard boring, but the physics is different. Cutting parameters must be controlled more tightly, and the tool body must be engineered for minimal deflection. The correct micro boring bar is designed with this constraint in mind, using high-stiffness materials and optimised head geometry.
Matching Tool Diameter with Bore Size
The first rule of selection is simple: choose the largest possible tool diameter that safely fits inside the bore. A larger shank gives higher rigidity and reduces vibration risk. In micro boring work, going too small too early is one of the most common mistakes.
Tool makers provide minimum bore size recommendations for each micro boring bar. These should not be treated as suggestions but as operating limits. Running below recommended bore size increases rubbing, heat, and edge failure. When deep holes are required, length-to-diameter ratio becomes even more important. Specialized long-reach tools are available for such cases and should be preferred over extending a short tool beyond safe limits.
Tool Material and Shank Construction
Material choice directly affects performance. Solid carbide shanks offer much higher stiffness than steel and are widely preferred in micro boring operations. Carbide resists deflection and helps maintain consistent size control. Heavy metal and vibration-damped designs are also used when reach is long and tolerance is tight.
For production shops doing repeated small-hole finishing, investing in a carbide micro boring bar usually produces better long-term value through longer tool life and reduced scrap. Steel shanks may still be acceptable for shallow and low-load applications, but they are rarely ideal for precision finishing at micro scale.
Insert Type and Cutting Geometry
Insert geometry determines chip formation, cutting pressure, and surface finish. Micro boring heads often use specially ground inserts with sharp edges and positive rake to reduce cutting forces. Lower force equals lower deflection, which is essential at small diameters.
Chipbreaker design should match the material being cut. Aluminum and soft alloys need polished, sharp geometries, while hardened steels may require reinforced edges. Micro boring inserts are not universal-purpose; selecting the correct geometry for the work material improves both finish and tool life.
Machine Compatibility and VMC Considerations
Machine type also affects tool choice. A vmc boring bar setup must consider spindle speed capability, runout control, and holder quality. Even the best tool will fail if spindle runout is excessive. Collet and hydraulic holders are often better choices than worn side-lock holders for micro-scale work.
Speed capability matters because small diameters require higher RPM to maintain correct surface speed. Shops often compare micro boring bar for VMC price across suppliers, but cost should be balanced against spindle compatibility and holder precision. A cheaper tool that vibrates or breaks frequently is more expensive in real production terms.
Balancing Reach and Stability
Overhang is the enemy of precision boring. As reach increases, rigidity drops rapidly. The selection strategy should always minimize overhang first, then optimize feed and speed. If deep reach is unavoidable, consider stepped shank designs or damped constructions rather than simply using a thinner tool.
A well-selected micro boring bar will specify maximum recommended overhang. Staying within that limit dramatically improves repeatability and finish quality. Operators should avoid extending tools casually without recalculating cutting parameters.
Cutting Parameters and Process Control
Even perfect tool selection fails without correct cutting parameters. Micro boring requires lighter feed per revolution and controlled depth of cut. Aggressive feeds that work on larger tools create chatter at small diameters. Coolant delivery also plays a role, especially for chip evacuation in blind holes.
Process stability comes from the combination of correct speed, feed, insert geometry, and tool stiffness. Micro boring is less forgiving than standard boring, so parameter discipline is essential. Shops that document successful parameter windows see much better repeatability across batches.
Cost Versus Performance Evaluation
Production buyers often focus only on tool price, but evaluation should include performance metrics such as tool life, scrap reduction, and cycle time stability. Micro boring heads with higher initial cost sometimes deliver better consistency and reduce operator intervention.
When evaluating micro boring bar for VMC price, consider how many acceptable parts are produced per cutting edge. Cost per part is the real metric. Stable tools reduce inspection failures and rework, which matters more than purchase price alone.
Quality Control and Measurement Impact
Micro boring results must be verified with high-precision gauges. Tool selection should align with measurement capability. If tolerance is within microns, both tool and inspection system must support that level. Consistency between tool batches and insert replacements also matters in controlled production environments.
A correctly chosen micro boring bar supports predictable wear behavior, making offset adjustments easier and more reliable. Random wear patterns usually indicate poor tool selection or unstable setup.
Conclusion
Selecting the right micro boring bar is a technical decision that combines bore size, reach, rigidity, insert geometry, machine compatibility, and process control. Production shops that treat micro boring as a specialized operation rather than a scaled-down standard process achieve better finishes, tighter tolerances, and longer tool life. Careful evaluation of shank material, overhang limits, insert design, and machine holder quality leads to more stable results and lower overall machining cost. Tool selection should always be tied to application data, not just catalog size charts.
Jaibros is a growing industrial tooling supplier known for offering a wide range of precision cutting solutions for CNC and VMC users. The brand focuses on quality manufacturing, application support, and reliable availability of specialized tools used in modern machining environments.
FAQs
What is a micro boring bar used for in industrial machining?
It is used for precision internal machining of small diameter holes where tight tolerance and fine surface finish are required.
How is micro boring different from standard boring?
Micro boring operates at much smaller diameters with higher sensitivity to vibration, deflection, and parameter variation.
Can a VMC machine handle micro boring operations effectively?
Yes, provided spindle runout is low, holders are precise, and RPM capability is sufficient for small diameter cutting.
Are carbide shanks better for micro boring tools?
In most cases yes, because carbide provides higher stiffness and reduces deflection compared to steel shanks.
How should buyers compare micro boring bar for VMC price between suppliers?
They should compare cost per part, tool life, finish quality, and stability rather than only the purchase price.
Categories
Read More
The Iran Air Vienna Office serves as a key travel support center for passengers in Vienna, offering reliable and professional airline services. Operated by Iran Air, the office assists travelers with flight bookings, ticket modifications, and cancellations, ensuring a smooth and convenient experience. Customers can also receive detailed guidance on baggage allowances, check-in procedures, and...

Why Iceland is a Dream Location for Filmmakers Iceland is a visual treasure chest for storytellers. Its rugged landscapes, from towering glaciers to volcanic deserts, provide an unmatched range of cinematic backdrops. In just a few hours’ drive, you can move from black sand beaches to steaming geothermal fields, from lush moss-covered lava plains to dramatic fjords. For anyone in video...

" Spoon in Lid Packaging Market Summary: According to the latest report published by Data Bridge Market Research, the Spoon in Lid Packaging Market The global spoon in lid packaging market size was valued at USD 360.86 million in 2025 and is expected to reach USD 1604.13 million by 2033, at a CAGR of20.5% during the forecast period The Spoon in Lid...
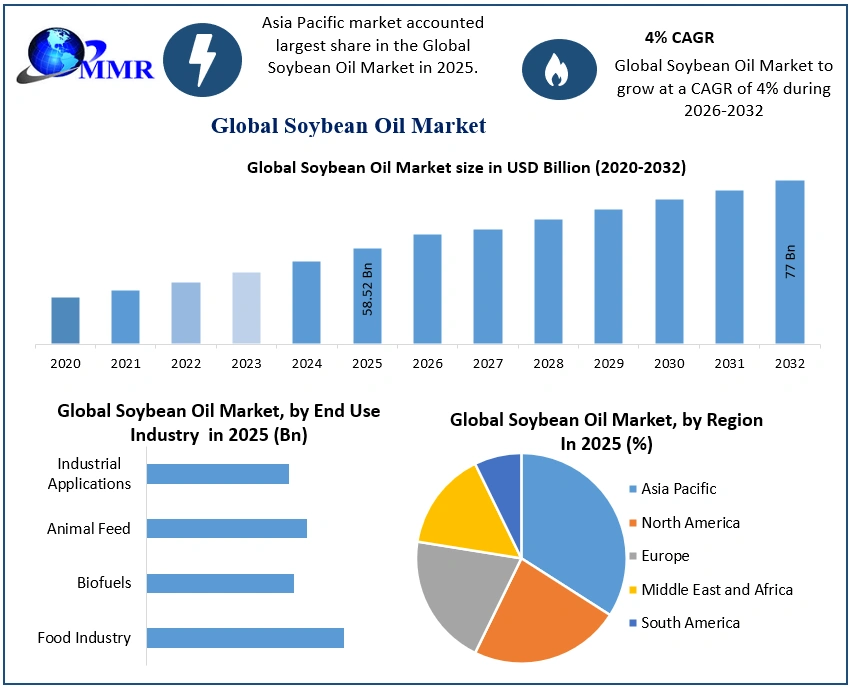
Global Soybean Oils Market Set for Robust Growth Driven by Renewable Fuel Demand and Expanding Food Applications The global soybean oils market is witnessing significant growth as rising demand from the food processing, animal feed, and biofuel industries continues to strengthen consumption worldwide. Increasing awareness regarding healthier edible oils, rapid urbanization, and...
In the mosaic of South Asia, Pakistan emerges as a cultural and diverse nation, where tradition and modernity coalesce. Beyond its historical and geopolitical significance, Pakistan has become a hub for transformative medical procedures, notably in the realm of hair transplants. This unique article delves into the landscape of Hair Transplant in Pakistan, exploring the cultural nuances,...