


Digital Transformation in the Smart Personal Protective Equipment Industry

The Smart Personal Protective Equipment Industry is undergoing a profound digital transformation, redefining workplace safety standards and operational efficiency across multiple sectors. Traditional protective gear is evolving into intelligent, connected systems capable of real-time monitoring, hazard detection, and performance analytics. As industries such as construction, manufacturing, oil & gas, and mining embrace smart solutions, the integration of digital technologies is rapidly reshaping the landscape of safety equipment.
Evolution of Personal Protective Equipment
Historically, personal protective equipment (PPE) was limited to basic gear like helmets, gloves, goggles, and respiratory masks designed to shield workers from physical or chemical hazards. However, with the rise of Industry 4.0, this conventional equipment is being augmented with digital technologies that enhance protection and provide actionable insights. Smart helmets with augmented reality displays, gloves with haptic feedback, and sensor-equipped vests are transforming PPE from passive safety tools into proactive, intelligent systems.
These innovations allow organizations to monitor worker safety in real time, ensuring immediate response to accidents, environmental hazards, or unsafe behaviors. The convergence of digital technology with PPE is creating safer work environments while optimizing workforce efficiency.
Integration of IoT and Connectivity
One of the key drivers of digital transformation in the Smart Personal Protective Equipment Industry is the integration of the Internet of Things (IoT). Sensors embedded in helmets, vests, gloves, and boots can track vital signs, detect falls, monitor exposure to harmful gases, and analyze ergonomic movements. IoT-enabled PPE communicates with centralized platforms, providing supervisors with real-time data on worker location, health, and environmental conditions.
Connectivity also enables predictive analytics, allowing companies to anticipate potential safety risks before incidents occur. For example, continuous monitoring of fatigue levels or exposure to toxic substances can prompt automated alerts, helping prevent injuries and occupational illnesses. This proactive approach is a significant advancement over traditional reactive safety measures.
Advanced Technologies Enhancing PPE Capabilities
In addition to IoT, several cutting-edge technologies are revolutionizing the Smart Personal Protective Equipment Industry. Artificial intelligence (AI) is being employed to analyze data collected from sensors, identifying patterns and predicting hazardous situations. Machine learning algorithms can optimize safety protocols based on historical incidents, improving overall workplace safety management.
Augmented reality (AR) and virtual reality (VR) are also being integrated into PPE. AR-enabled helmets can overlay digital instructions, hazard warnings, or navigation cues directly in the user’s line of sight, reducing cognitive load and improving operational efficiency. VR-based training programs allow workers to experience simulated hazards safely, enhancing preparedness and response skills without exposing them to actual risks.
Applications Across Industries
The Smart Personal Protective Equipment Industry finds applications across a wide range of sectors. In construction, smart helmets, vests, and boots equipped with GPS and sensors help monitor worker safety on large sites, track location, and detect proximity to dangerous zones. Manufacturing plants use sensor-equipped gloves and suits to monitor handling of machinery, heat exposure, or chemical interactions.
In oil and gas, smart PPE monitors worker exposure to toxic gases, extreme temperatures, and high-pressure environments. Mining operations benefit from sensor-enabled helmets that detect cave-ins, gas leaks, or structural instabilities. Across all sectors, digital PPE provides real-time alerts, reduces workplace accidents, and improves regulatory compliance.
Regulatory Compliance and Standards
As smart PPE becomes more prevalent, regulatory frameworks are evolving to ensure safety standards are met. Governments and industry bodies are establishing guidelines for the use of connected PPE, including requirements for sensor accuracy, data security, and reliability. Compliance with these standards not only ensures worker safety but also mitigates legal and financial risks for organizations.
Digital PPE also facilitates reporting and documentation, simplifying compliance with occupational safety and health regulations. Automated logging of incidents, exposure levels, and equipment performance allows for more accurate audits and regulatory reporting, reducing administrative burdens.
Sustainability and Operational Efficiency
Digital transformation in PPE also promotes sustainability and efficiency. Smart equipment can reduce the overuse of disposable gear, optimize maintenance schedules, and extend the lifespan of PPE. Data-driven insights allow organizations to manage resources efficiently, prevent unnecessary replacements, and reduce waste.
Furthermore, by minimizing accidents and improving response times, smart PPE contributes to operational continuity, reducing downtime and associated costs. Enhanced worker safety and efficiency have a direct impact on productivity, employee satisfaction, and organizational resilience.
Future Trends in the Smart PPE Industry
Looking ahead, the Smart Personal Protective Equipment Industry is expected to embrace even greater levels of connectivity, automation, and intelligence. Future innovations may include fully integrated safety ecosystems where PPE, machinery, and environmental monitoring systems communicate seamlessly. AI-driven predictive safety systems could anticipate hazards before they manifest, enabling zero-incident workplaces.
Wearable technology is also likely to advance, with lighter, more ergonomic designs, enhanced battery life, and improved wireless connectivity. Cloud-based analytics platforms will enable real-time decision-making across multiple sites, supporting global operations and remote management. As industries prioritize workforce safety and digitalization, smart PPE will play an increasingly central role in modern manufacturing and industrial environments.
FAQs
Q1: What makes smart PPE different from traditional protective equipment?
Smart PPE incorporates sensors, connectivity, and data analytics to monitor worker safety in real time, detect hazards, and provide actionable insights, whereas traditional PPE only provides passive protection.
Q2: How does IoT enhance the functionality of smart PPE?
IoT-enabled PPE collects and transmits data on worker location, health, and environmental conditions. This allows real-time monitoring, predictive hazard detection, and automated alerts to improve safety.
Q3: Which industries benefit most from smart PPE?
Construction, manufacturing, mining, oil & gas, and chemical industries benefit from smart PPE due to its ability to monitor complex, hazardous, or high-risk environments and improve regulatory compliance.
More Related Reports:
Emergency Eyewash And Showers Market
Coal Handling Equipment Market
الأقسام
إقرأ المزيد
The world is moving rapidly toward sustainable energy solutions, and the Hydrogen Energy System is emerging as one of the most promising technologies. With growing concerns about climate change and fossil fuel depletion, hydrogen offers a clean, efficient, and versatile alternative for powering industries, transportation, and homes. Its ability to generate energy without harmful emissions makes...

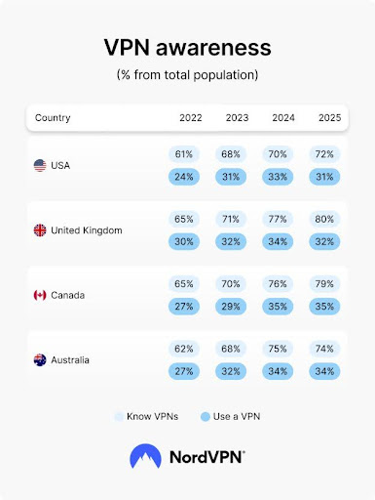
Free VPN Services: A Growing Concern in the UK Despite Increased Awareness Recent findings reveal that despite heightened awareness about VPN services across the United Kingdom, a significant portion of users continue to opt for free alternatives, potentially compromising their digital security. According to data collected in August, approximately 12% of British VPN users still utilize free...
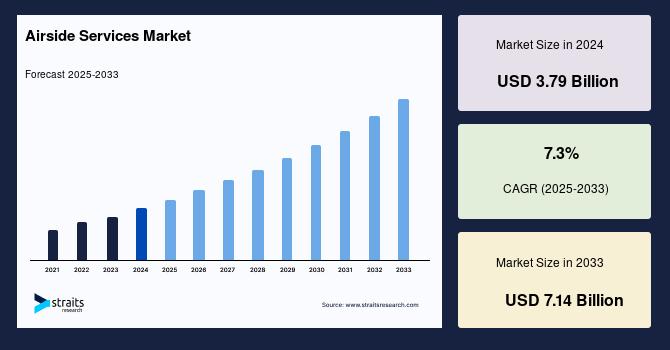
Airside Services Industry Insights: Straits Research recently introduced the latest update on the Airside Services Market that provides an extensive outlook of the market, analyzing key growth opportunities, challenges, risk factors, and emerging trends across diverse geographic regions. The report offers a definitive and meticulous analysis of the Airside Services industry size,...
ISO 45001 Lead Auditor Training OverviewISO 45001 Lead Auditor Training is designed to develop professionals with the competence to audit Occupational Health and Safety Management Systems (OHSMS) against the ISO 45001 standard. This training equips participants with in-depth knowledge of audit principles, risk-based thinking, and compliance requirements, enabling them to assess whether...
Most people never expect to deal with the criminal justice system. Yet situations can change quickly. A traffic stop, misunderstanding, or unexpected incident can suddenly lead to criminal charges. When that happens, many people feel uncertain about what to do next. Speaking with a criminal defense attorney in St Paul is often one of the first steps people consider. Not because they already...
