Float Ball Temperature Resistance: Ensuring Durability and Reliability

How Temperature Resistance Affects Float Ball Performance
The temperature resistance of a Float Ball Factory is a crucial factor that impacts its performance in various industrial applications. Float balls are widely used in liquid level monitoring systems, and their ability to withstand extreme temperatures is essential for ensuring their longevity and reliable functionality. This article explores how temperature resistance influences float ball design and performance, and how float ball factories ensure their products can perform in a range of environmental conditions.
Material Selection for Temperature Resistance
The temperature resistance of a float ball largely depends on the materials used in its construction. A float ball factory typically selects materials that are both durable and able to resist the effects of extreme temperatures. Stainless steel, for example, is commonly used in float balls due to its excellent temperature resistance and corrosion resistance. Stainless steel can withstand high temperatures without deforming or losing its structural integrity, making it ideal for high-temperature applications.
Other materials like high-density polyethylene (HDPE) or polypropylene are also commonly used for float balls, especially when moderate temperature resistance is required. These plastics are lightweight, chemically resistant, and can handle temperatures ranging from -40°C to +90°C, depending on the specific formulation. By choosing materials that are suited to temperature extremes, float ball factories ensure their products perform effectively across a range of environments.
Temperature-Related Performance Issues
Float balls are exposed to temperature fluctuations in many applications, and temperature resistance is vital for maintaining accuracy and reliability. In systems where temperatures can reach high levels, such as in industrial tanks or chemical processing environments, a float ball that is not designed to withstand such conditions may lose its shape, become brittle, or fail to float properly.
In high-temperature scenarios, the fluid within the float ball's cavity may also expand or contract, potentially affecting the ball's buoyancy and functionality. A float ball factory addresses this challenge by ensuring that the materials used in their products are dimensionally stable under temperature changes, preventing deformation or collapse of the float ball.
Moreover, in low-temperature environments, certain materials may become too rigid or fragile, increasing the risk of cracking. Therefore, float ball factories use specific additives and design techniques to enhance the flexibility and impact resistance of the materials used in colder conditions, ensuring that the float ball remains operational even in freezing temperatures.
Testing and Quality Control
To ensure that float balls perform effectively under temperature extremes, float ball factories employ rigorous testing and quality control measures. These tests include exposing the float balls to extreme temperatures in both high-heat and freezing conditions to verify that they maintain their buoyancy and structural integrity. The float balls are also tested for durability to ensure that they can withstand repeated temperature cycles without degrading over time.
By conducting these tests, manufacturers can guarantee that their float balls will provide accurate and reliable performance, whether they are used in hot or cold environments. Regular quality checks during production also ensure that any potential issues related to temperature resistance are identified and addressed before the product reaches the market.
The temperature resistance of a float ball is a critical factor in its performance and longevity, particularly in industries that deal with extreme environmental conditions. By selecting the right materials and employing rigorous testing, float ball factories can ensure that their products are designed to withstand both high and low temperatures, ensuring reliable liquid level monitoring and control across a variety of applications. Whether used in industrial, agricultural, or chemical systems, a properly designed float ball will maintain its functionality, even in challenging temperature environments.
Κατηγορίες
Διαβάζω περισσότερα
Market Overview The MEMS Electronic Oscillators Market is estimated to grow from USD 118.78 million in 2021 to USD 639.05 million by 2028, at a healthy CAGR of 27.07% during 2022-2028. Technology innovation remains a central factor influencing the future direction of advanced timing solutions. Companies are investing in programmable architectures and enhanced frequency stability to meet...

Polaris Market Research has introduced the latest market research report titled Glioblastoma Multiforme (GBM) Treatment Market Size, Share, Trends, & Industry Analysis Report By Treatment (Surgery, Radiation therapy, Chemotherapy), By Drug Class, By End Use, and By Region – Market Forecast, 2025–2034 that highlights the major revenue stream for the forecast period. The...

Introduction to OlimpBet OlimpBet is a mobile application designed to turn ordinary photos into visually impressive portraits inspired by mythological themes. The app uses artificial intelligence to analyze a user’s image and recreate it with artistic elements that resemble characters from ancient legends. With only a few simple steps, users can transform a normal selfie into a creative...
Countless business owners treat their website as a passive digital brochure. It merely exists. It may look acceptable. But it rarely drives tangible business growth. That viewpoint is a costly misunderstanding. A properly constructed website serves as an active revenue-generating machine. It does not rely on fluffy marketing language or fortunate coincidences. Instead, it functions through...

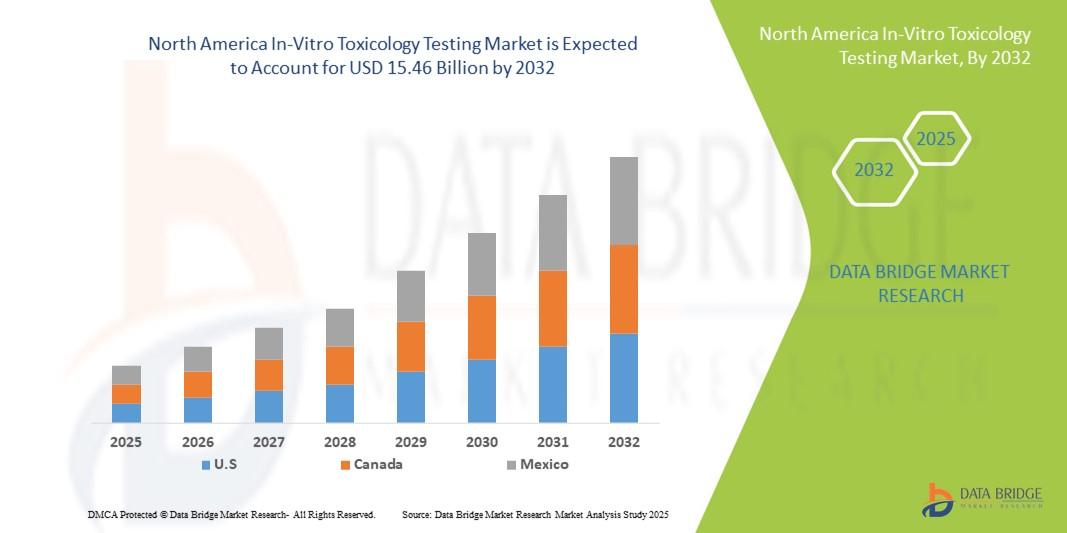
According to the latest report published by Data Bridge Market Research, the North America In-Vitro Toxicology Testing Market The North America in-vitro toxicology testing market size was valued at USD 5.42 billion in 2024 and is expected to reach USD 15.46 billion by 2032, at a CAGR of 14.00% during the forecast period. An influential North America...