


Harnessing Information for Optimization and the Role of Industry 4.0 Market Data

Data has become the "new oil" of the industrial world, serving as the fuel that powers the intelligent systems of the future. The ability to collect, process, and analyze vast amounts of information in real-time is what sets modern factories apart from their predecessors. This data comes from a multitude of sources, including sensors on machines, tracking devices in the supply chain, and even feedback from end-users. When properly managed, this information provides a comprehensive view of the entire production process, allowing for unprecedented levels of optimization and efficiency. It enables manufacturers to identify patterns and anomalies that would be invisible to the human eye, leading to better quality control and more effective predictive maintenance. However, the sheer volume of information can also be overwhelming, requiring sophisticated data management strategies and advanced analytical tools. The focus is shifting from simply collecting data to deriving meaningful insights that can drive strategic decision-making and operational improvements.
The strategic value of Industry 4.0 Market Data is a central theme in group discussions regarding the future of manufacturing. One of the key challenges discussed is data silos, where information is trapped within different departments or systems and cannot be easily shared. Overcoming this requires a unified data architecture that can integrate information from across the entire organization. Another important topic is data ownership and privacy, particularly when sharing information with third-party partners or cloud providers. Ensuring that data is secure and used ethically is essential for building trust and maintaining a competitive advantage. Furthermore, the use of artificial intelligence and machine learning is becoming increasingly important for making sense of the data, as these technologies can automate the analysis process and provide real-time recommendations. As the industry becomes more data-driven, the demand for data scientists and analysts who understand the nuances of industrial processes is also on the rise. Ultimately, the ability to turn data into a strategic asset will be a key factor in determining the success of companies in the digital industrial era.
What is a data silo and why is it detrimental to a smart factory? A data silo is a collection of information held by one department that is not easily accessible by others; it is detrimental because it prevents a holistic view of operations, leading to inefficiencies and missed opportunities for optimization.
How does machine learning help in processing large volumes of industrial data? Machine learning algorithms can scan massive datasets to identify complex patterns, predict future outcomes, and provide automated recommendations far more quickly and accurately than traditional manual analysis.
➤➤➤Explore MRFR’s Related Ongoing Coverage In Semiconductor Industry:
Generative Ai In Fintech Market
Germany Commercial Printing Market
Categorii
Citeste mai mult
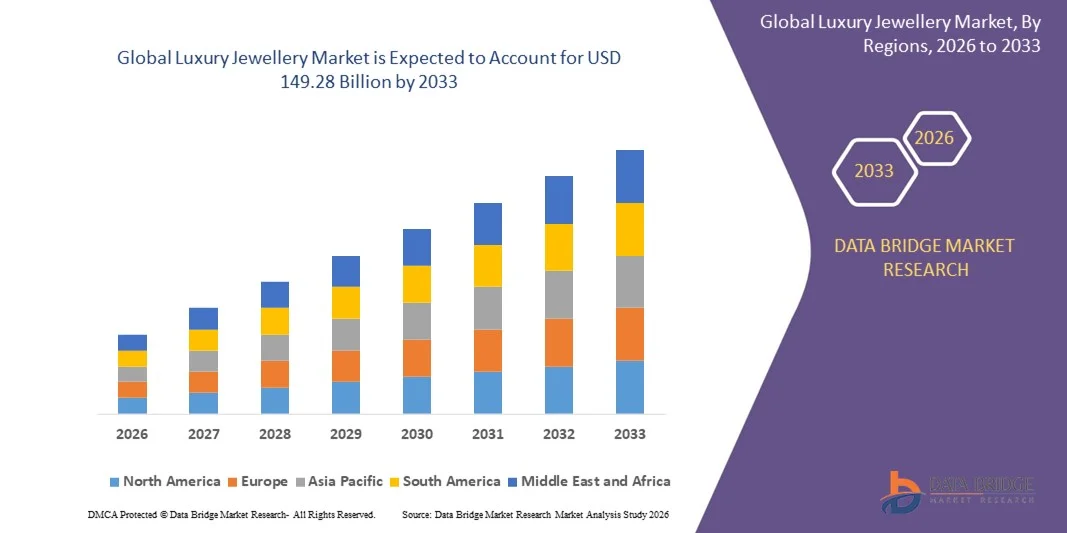
Luxury Jewellery Market: According to the latest report published by Data Bridge Market Research, the Luxury Jewellery Market The global luxury jewellery market size was valued at USD 93.66 billion in 2025 and is expected to reach USD 149.28 billion by 2033, at a CAGR of 6.0% during the forecast period Luxury Jewellery Market report is a window to the...
In the world of industrial manufacturing, efficiency and performance go hand in hand. One essential component contributing to streamlined production is the Aluminum Roller . At cbbmachine, we specialize in designing and producing high-quality aluminum rollers that cater to a wide range of industries, including printing, packaging, textiles, and film processing. The aluminum roller has...

Polaris Market Research has introduced the latest market research report titled Food Service Equipment Market Size, Share, Trends, Industry Analysis Report: By Equipment, Sales Channel (Online and Offline), End User, and Region (North America, Europe, Asia Pacific, Latin America, and Middle East & Africa) – Market Forecast 2025–2034 that highlights the major revenue...
Hormone health is one of the most important yet often overlooked aspects of overall wellness. Hormones act as the body’s internal communication system, controlling everything from metabolism and energy levels to mood, sleep, and reproductive health. When hormone health is balanced, the body functions smoothly. When it is disrupted, it can lead to fatigue, weight changes, mood...
When it comes to construction, renovation, or furniture design, hinges play a crucial role in functionality and aesthetics. As a hinge supplier, we understand that the Cabinet Hinge Manufacturers right hinges can significantly impact the performance, durability, and appearance of doors, cabinets, and various other applications. This article explores the importance of high-quality hinges and...
